
Choosing between dye sublimation vs screen printing affects everything from how your designs look to how much you pay per unit. Both methods have clear strengths, but they serve different purposes, and picking the wrong one can mean washed-out graphics, unnecessary costs, or production delays that set your entire timeline back.
The right choice depends on your fabric type, order volume, design complexity, and budget. A bold all-over print on polyester calls for a completely different approach than a simple chest logo on cotton tees. Understanding where each method works best gives you more control over your final product, and over what you spend to get there.
At Manludini, we help fashion brands navigate these kinds of production decisions every day, from sampling through bulk manufacturing. This guide breaks down the real differences between dye sublimation and screen printing, covering cost, quality, durability, and the best applications for each, so you can match the right printing method to your project before production starts.
Why the print method affects cost and quality
The printing method you choose shapes every downstream decision in production. It determines which fabrics you can use, how your design transfers onto the garment, how many colors add to your cost, and how long the print holds up through repeated washing. Choosing based on price alone, without accounting for material compatibility or design complexity, often leads to reprints, rejections, or customer complaints that cost far more than the initial savings.
Production teams that understand these fundamentals early make better sourcing decisions and avoid the rework cycles that push delivery dates back. Before comparing quotes from manufacturers, you need to understand what each method requires from your materials, your design files, and your order structure.
Fabric compatibility changes everything
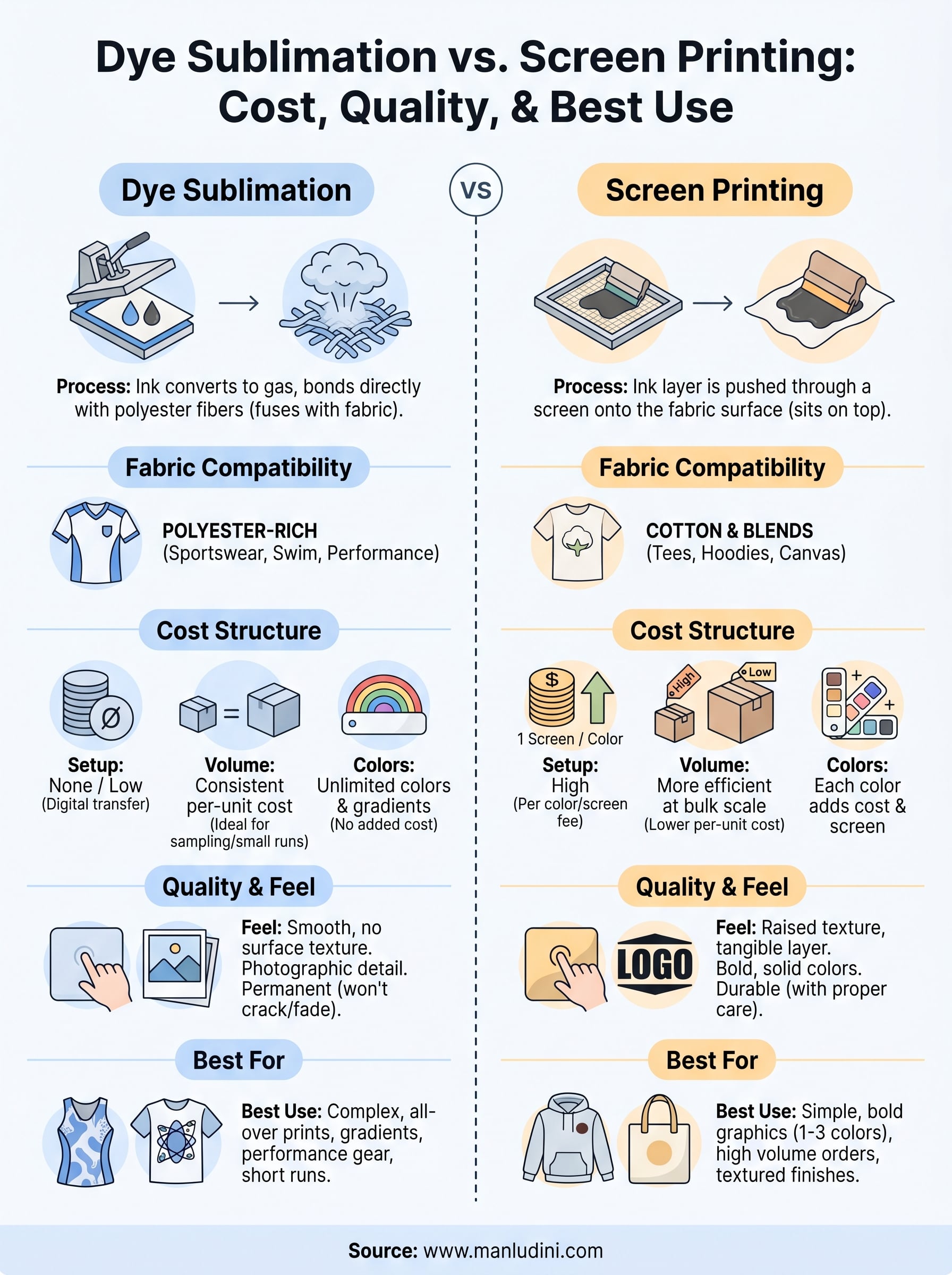
Not every printing method works on every fabric, and this is one of the most overlooked factors when brands start comparing dye sublimation vs screen printing. Dye sublimation chemically bonds with polyester fibers, which means the ink becomes part of the fabric itself. On cotton or natural blends, that bond never forms properly, and you end up with faded, uneven results. Screen printing, on the other hand, works across a wider range of fabrics including cotton, canvas, and blended materials, making it a more flexible choice when your line uses multiple fabric types.

Your fabric choice effectively narrows your print method options before cost or design even enters the conversation.
If you are developing sportswear, swimwear, or performance gear, polyester is likely your base fabric, which points you toward sublimation. If you are producing lifestyle tees, hoodies, or bags in cotton, screen printing gives you more control over your color output and finish. Getting this step wrong means either switching fabric mid-development or accepting print quality that falls short of your standard, both of which create delays and added costs.
Setup costs and volume shape your per-unit price
Setup costs are one of the biggest differences between these two methods, and they have a direct impact on how affordable each option becomes at different order quantities. Screen printing requires the creation of separate screens for each color in your design. A five-color graphic means five screens, each with a fixed production cost that gets spread across your order. For small runs, that cost per unit stays high. For larger runs, the setup cost dilutes across more units, which is why screen printing becomes significantly more cost-efficient at scale.
Dye sublimation has almost no setup cost in the traditional sense because the design transfers digitally. You can print a single piece or a hundred pieces without building physical screens. That makes it practical for sampling, short runs, or custom orders, but it does not offer the same per-unit cost advantages at bulk scale. Knowing your target volume before you commit to a printing method can save you from locking into a production process that does not match your budget structure. The print method is not just a creative choice; it is a financial one, and understanding that distinction before sampling begins puts you in a much stronger position.
How dye sublimation and screen printing work
Understanding the mechanics behind each process helps you make sense of why they produce different results on different materials. Both methods transfer color onto a surface, but they do it in fundamentally different ways, and those differences explain why each method has its own strengths and limitations.
How dye sublimation works
Dye sublimation uses heat and pressure to convert ink into a gas, which then bonds directly with polyester fibers at a molecular level. The process starts with printing your design onto a transfer paper using sublimation inks. That paper gets pressed against the fabric in a heat press, typically around 400 degrees Fahrenheit, and the ink converts to gas and permanently embeds into the fibers.
Because the ink becomes part of the fabric rather than sitting on top of it, the result is a smooth, soft finish with no additional layer you can feel. This process also allows for full-color, edge-to-edge printing without any extra cost per color, which makes it well-suited for complex gradients or photographic-quality designs across the entire surface of the garment.
How screen printing works
Screen printing applies ink directly onto the fabric surface through a mesh screen. Each color in your design requires a separate screen, and ink gets pushed through the screen layer by layer using a squeegee. The garment sits on a flat board while each color registers on top of the previous one, building up the final image.
When you look at dye sublimation vs screen printing side by side, screen printing produces a print that physically sits on top of the fabric. This creates a slightly raised texture you can feel, particularly with thicker ink deposits or specialty finishes like puff or glitter. Each color requires a separate screen setup, which keeps the process well-controlled for bold, solid designs but less practical for complex gradients or prints involving many tones.
Screen printing rewards simplicity in design, while dye sublimation rewards complexity.
Print quality, durability, and hand feel
When you compare dye sublimation vs screen printing, quality differences show up immediately in the finished garment. Each method produces a distinct look and feel, and those differences shape how your product holds up over time, not just how it photographs for your launch campaign.
Color vibrancy and fade resistance
Dye sublimation produces vibrant, full-spectrum color with smooth gradients and photographic detail that screen printing simply cannot match at the same level. Because the ink fuses with the polyester fibers rather than coating them, the color does not crack, peel, or fade through repeated washing. Your all-over prints stay sharp through dozens of wash cycles, which matters for performance wear and premium lifestyle products where longevity is part of what justifies the price point.

Sublimation prints can outlast the garment itself when the fabric quality is solid and care instructions are followed.
Screen printing delivers bold, saturated color on solid or spot designs, but the ink sits on top of the fabric as a separate layer. Over time and repeated washing, that surface layer can crack or fade, particularly with lower-quality inks or aggressive wash temperatures. High-quality plastisol inks hold up well with proper care, but they still cannot match sublimation's permanence when applied to polyester.
Surface feel and texture
Sublimation leaves no detectable surface texture because the ink becomes part of the fiber structure itself. Your customers feel only the fabric beneath, which makes sublimation the preferred choice for fitted or performance garments where comfort against the skin is a direct part of the product experience.
Screen printing creates a raised ink layer that is noticeable by touch, especially with thicker deposits or specialty finishes like puff or high-density inks. Some brands use this texture intentionally because it adds a handcrafted quality to graphic tees and streetwear pieces. Water-based inks sit flatter and feel softer against the skin, while plastisol inks produce a slightly stiffer hand feel on heavier coverage areas.
Cost breakdown by setup, volume, and colors
Cost is where the dye sublimation vs screen printing decision gets most concrete. Both methods carry different cost structures depending on how your order is built, and understanding each variable helps you build accurate production budgets before you submit a sample request.
Setup costs and screens
Screen printing requires a physical screen for each color in your design. A three-color chest print means three screens, each adding a fixed cost to your order regardless of quantity. Dye sublimation skips this entirely because your design transfers digitally, which means no per-color setup fees and no added cost for complex artwork.
Here is what typically drives setup costs in screen printing:
- Number of colors in the design
- Screen reclaim fees for one-time or short-run orders
- Specialty ink types such as discharge or water-based formulas
Volume and per-unit pricing
As your order volume increases, screen printing becomes more cost-efficient because the fixed screen costs spread across more units. At 500 pieces, your per-unit setup cost drops significantly compared to a run of 50. Dye sublimation offers a more consistent per-unit cost across smaller and larger quantities, making it a practical choice for testing new styles or fulfilling custom orders without committing to large minimums.
If you are still in the sampling or testing phase, sublimation gives you more pricing flexibility before you scale into bulk.
| Factor | Screen Printing | Dye Sublimation |
|---|---|---|
| Setup cost | Per screen, per color | None |
| Cost at low volume | Higher | Lower |
| Cost at high volume | Lower | Moderate |
| Color count impact | Adds cost | No added cost |
Color count and design complexity
In screen printing, every additional color adds a screen fee and requires more press time, which increases your total order cost. A ten-color design becomes expensive quickly, especially at lower quantities. Sublimation handles unlimited colors and gradients at the same flat rate, making it the more predictable choice for brands building complex, all-over designs into their cost model.
Your design file directly determines which method gives you better value per unit. Simple, bold graphics with one to three colors favor screen printing at bulk scale, while photographic prints or all-over coverage favor sublimation regardless of volume.
Choosing the best method for your product line
The fabric you use and the design you are printing narrow your options faster than any other factor. Before you request quotes or submit artwork, run through your product specs: material composition, print placement, design complexity, and target order volume. Those four variables point you toward the right method more reliably than cost comparisons alone.
When sublimation makes sense
Sublimation fits your line when polyester is your base fabric and your designs rely on full coverage, gradients, or photographic detail. Performance apparel, swimwear, activewear, and all-over printed pieces are where sublimation delivers results that screen printing cannot match. You get unlimited colors, no surface texture, and prints that hold their vibrancy through repeated washing without cracking or peeling.
Sublimation also works well for short-run custom orders because there are no screen setup fees pulling your per-unit cost up at low quantities.
If you are testing new colorways or building sample sets before committing to bulk, sublimation lets you iterate without absorbing heavy setup costs on each revision. That flexibility makes it a practical choice for brands still in the development phase.
When screen printing makes sense
Screen printing is the stronger choice when your designs are bold, graphic, and limited to a few solid colors on cotton or blended fabrics. Classic logo placements, chest prints, and sleeve hits on tees and hoodies fall into this category. At bulk volumes, the screen setup cost spreads across enough units to make per-unit pricing highly competitive, which is why most large-scale branded merchandise programs default to this method.
When comparing dye sublimation vs screen printing for lifestyle or streetwear products, screen printing also gives you access to specialty finishes like discharge, water-based, or puff inks that add dimension to the garment in ways sublimation cannot. If your brand identity leans into textured, tactile graphics, that surface quality becomes part of your product story rather than a limitation.
Next steps
You now have a clear picture of how dye sublimation vs screen printing differ across cost, quality, fabric compatibility, and design complexity. The right method for your line comes down to your specific materials and goals, not a general rule. Polyester with complex artwork points to sublimation. Cotton with bold, simple graphics at volume points to screen printing. Both methods produce strong results when matched correctly to the product.
Before you request samples or finalize your artwork, confirm your fabric composition and target order quantity. Those two details determine your pricing structure and save you from reworking your development timeline later.
If you are ready to move from research into production, Manludini supports brands through the full development process, from sample creation to bulk manufacturing with quality follow-up at every stage. Start your apparel project with Manludini and get direct factory support from the first sample forward.
0 comments