
Dye sublimation printing turns solid ink into gas, no liquid phase involved, and bonds it directly into fabric at the molecular level. If you've ever wondered how does dye sublimation printing work and why it produces such vivid, long-lasting results on garments, you're asking the right question. It's one of the most reliable methods for full-color, all-over printing on polyester and poly-blend fabrics, and it plays a significant role in custom apparel production.
At Manludini, we work with fashion brands and startups through every stage of garment manufacturing, from sampling to bulk production. Dye sublimation is one of the printing techniques we coordinate with our factory partners when clients need vibrant, wash-resistant graphics on their collections. Understanding the process helps you make better decisions about fabric choices, print placement, and production planning.
This article breaks down the full dye sublimation process, the science behind it, the equipment and materials involved, and how it stacks up against other printing methods. Whether you're developing your first collection or scaling an existing line, knowing how this technique works will help you communicate more clearly with your manufacturer and get the results you're after.
Why dye sublimation matters for apparel and products
Dye sublimation has become one of the most used printing methods in custom apparel because of what it delivers over standard techniques. When you're producing garments for a brand or collection, print quality and long-term durability directly affect how customers experience your product. A faded logo or cracked graphic after ten washes signals poor execution. Dye sublimation removes that risk by bonding color directly into the fabric fibers rather than layering it on top, which changes how the finished garment performs, feels, and looks over time.
The quality difference you can see and feel
The clearest reason brands choose dye sublimation is the print sharpness and color range it produces. Because the ink becomes part of the fiber rather than a coating on top, you get clean edges, smooth gradients, and color that holds through repeated washing. Screen printing builds up layers of ink on the fabric surface, which can crack or peel over time, especially on stretchy or fitted garments.
Dye sublimation prints won't crack, peel, or sit stiff on the fabric because there's no ink layer left on the surface to degrade.
Brands working with activewear, sportswear, or performance stretch fabrics benefit most from this. The print moves with the garment, maintains its color through intense use, and holds its definition wash after wash. For a startup testing a new line, this level of print durability reduces the risk of returns tied to graphic failure early in a product's life.
Where dye sublimation shows up in real production
You'll find dye sublimation used across a wide range of apparel categories and product types, from athletic jerseys and cycling kits to swimwear, leggings, hoodies, and lifestyle products like tote bags. The method fits any application where full-coverage or edge-to-edge printing is part of the design brief.
For brands building private-label collections with all-over patterns, dye sublimation is often the most practical route. All-over designs are difficult and expensive to reproduce with other methods, so understanding how does dye sublimation printing work gives you a real advantage when planning fabric choices, tech packs, and production costs before sampling begins.
How dye sublimation printing works step by step
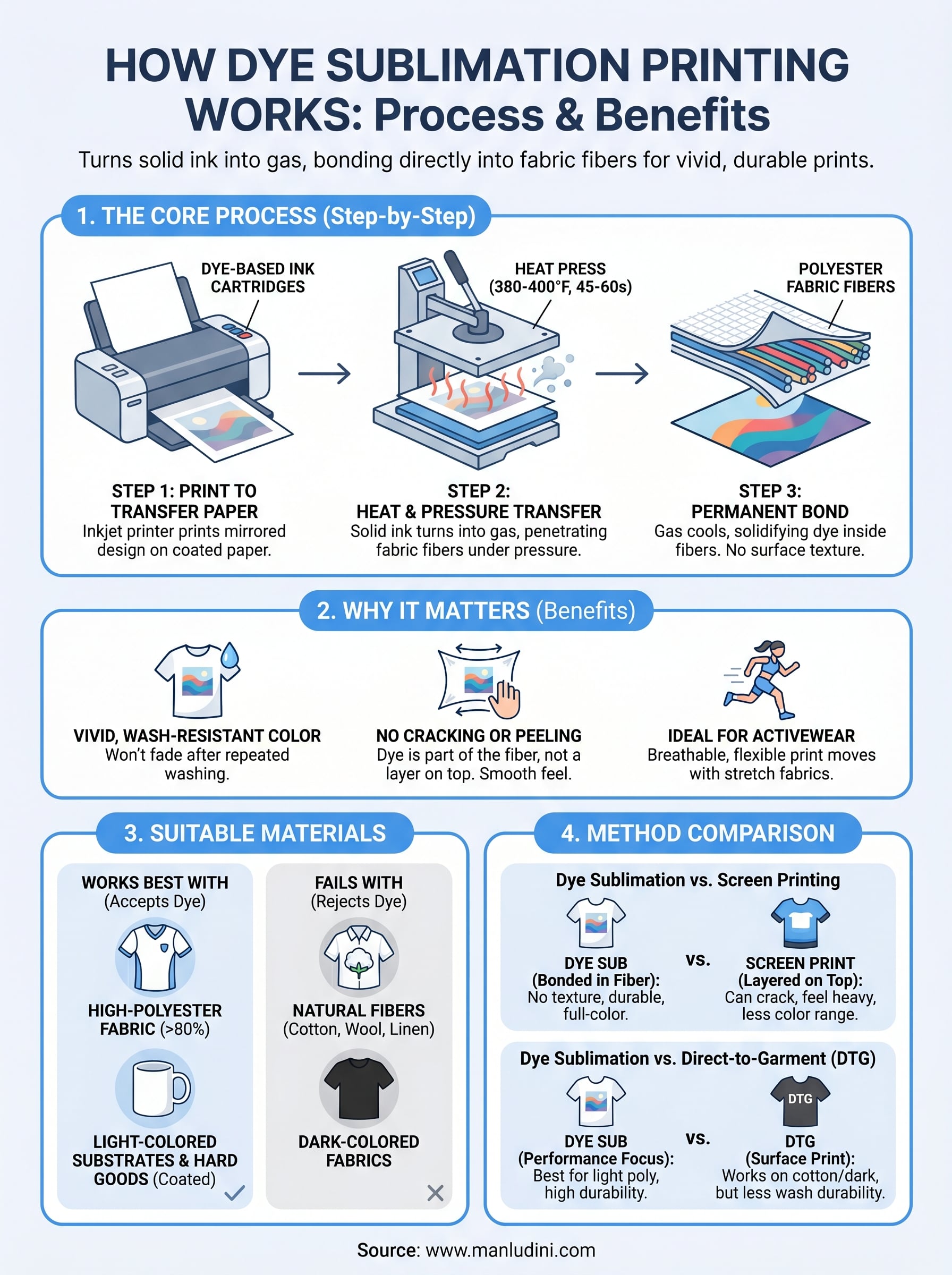
Understanding how dye sublimation printing works becomes straightforward once you break it into its core stages. The process relies on heat and pressure to convert solid dye particles directly into gas, skipping the liquid phase entirely. That gas penetrates the fabric fibers, and when the heat is removed, the dye solidifies inside them, becoming a permanent part of the material rather than a coating sitting on top.
Step 1: Print the design onto transfer paper
Your design gets printed onto specially coated transfer paper using a sublimation ink cartridge in a compatible inkjet printer. The colors on the paper will look muted and slightly off at this stage, which is expected. The true colors only emerge after the heat transfer step activates the dye.
Here's what happens during this first stage:
- The printer lays down dye-based sublimation inks in a mirror image of the final design
- Colors are printed in reverse so they read correctly once transferred
- Paper quality and ink saturation directly affect the sharpness of the final output
Step 2: Transfer the design with heat and pressure
You place the printed transfer paper face-down on the polyester fabric and run it through a heat press at temperatures between 380°F and 400°F for 45 to 60 seconds. The heat converts the solid dye into gas, which drives into the open polymer structure of the fabric under pressure.
Once the gas cools and the fabric returns to room temperature, the dye locks inside the fiber permanently.
The result is a print with no surface texture and no cracking risk. The graphic is embedded in the fabric, making it ideal for performance and lifestyle apparel that goes through repeated washing and heavy use.
What equipment and supplies you need to sublimate
Getting the right setup before you start matters more than most people expect. Understanding how does dye sublimation printing work in practice means knowing which tools drive the process and which supplies directly impact print quality and consistency. A gap in any part of your setup will show up in the finished garment.
Core hardware
Your two main pieces of equipment are a sublimation-compatible inkjet printer and a heat press. The printer needs to accept sublimation ink cartridges, and many entry-level options like the Epson EcoTank series work well for small runs. For garment production, a flat heat press handles most standard applications, while a rotary or calendar press suits continuous rolls or large all-over prints better.
Skipping a quality heat press is the fastest way to get uneven color transfer, hot spots, and inconsistent results across a production run.
Inks and transfer paper
Sublimation inks are dye-based and formulated specifically to convert to gas under heat. Standard inkjet inks will not sublimate, so using the correct ink type is not optional. You also need high-release transfer paper, which holds the printed design until heat activates the dye and then releases it cleanly without leaving residue on the fabric.
These two supplies work closely together, and quality in both matters. Poor-quality transfer paper causes ink bleed, color shift, or ghosting, all of which waste fabric and add rework costs to your production schedule.
What materials work best and what fails
Material choice is where most sublimation projects succeed or fail before printing even starts. Understanding how does dye sublimation printing work at the material level means knowing that the process depends on open polymer structures in the fabric to accept and hold the dye gas. If the material doesn't have those structures, the dye has nowhere to bond.

Fabrics that sublimate well
Polyester is the standard, and for good reason. Both woven and knit polyester fabrics absorb sublimation dye efficiently, producing bright, sharp, and durable prints. A polyester content of at least 80% is the general threshold for acceptable results, though 100% polyester gives the most vivid output with the least color loss.
The higher the polyester percentage in your fabric blend, the closer the final print will match your original design file.
Poly-coated hard substrates like aluminum panels, ceramic mugs, and polymer-coated phone cases also sublimate well when they carry the right surface treatment. These are common in promotional product runs alongside apparel.
Materials that won't work
Natural fibers like cotton, linen, and wool do not accept sublimation dye. Their fiber structure doesn't open under heat the way polyester does, so the dye passes through without bonding. You'll get a washed-out, faded result that disappears almost entirely after the first wash.
Dark fabrics also present a real problem. Sublimation inks are transparent, so printing on black or navy fabric produces no visible result. This method only works on white or very light-colored substrates.
How dye sublimation compares to other printing methods
Knowing how does dye sublimation printing work gives you a clearer picture when weighing it against the other methods your manufacturer might offer. Each technique has specific strengths tied to fabric type, design complexity, and run size, and choosing the wrong method for your project adds unnecessary cost and production complications you could avoid with better information upfront.
Dye sublimation vs. screen printing
Screen printing builds up layers of ink on top of the fabric surface, which works well for simple designs with a limited color count on cotton garments. Thick ink layers crack and peel over time, and setup costs tied to screen production make short runs expensive relative to the output. Dye sublimation outperforms screen printing for all-over designs, full-color gradients, and performance fabrics where a surface coating would compromise the garment's stretch and hand-feel significantly.
For any design with more than four colors or a pattern that runs edge to edge, dye sublimation is almost always the more cost-effective and durable option.
Dye sublimation vs. direct-to-garment printing
Direct-to-garment printing, commonly called DTG, applies ink directly onto fabric using a modified inkjet system and handles cotton and dark-colored garments where sublimation cannot produce visible results. DTG prints sit on the fabric surface, which means wash durability drops faster compared to sublimation on polyester. If you're producing light-colored polyester pieces with detailed or complex artwork, sublimation delivers sharper color retention and a longer-lasting print that DTG simply cannot match across a full production run.
Final takeaways
Understanding how does dye sublimation printing work changes how you plan your garment projects. The process bonds dye directly into polyester fibers using heat and pressure, producing prints that won't crack, peel, or fade the way surface-applied inks do. It works best on high-polyester fabrics and light-colored substrates, and it outperforms screen printing and DTG for all-over designs, full-color artwork, and performance apparel. Material choice matters from the start, and the wrong fabric will produce unusable results regardless of how well everything else is executed.
If you're building a collection that needs vivid, wash-resistant graphics, sublimation is worth planning for early. Getting your fabric selection, tech pack, and print placement decisions right before sampling saves time and reduces rework costs in production. If you need a manufacturing partner who can support that process from development through bulk, reach out to Manludini to discuss your project.
0 comments