
If you've ever seen sportswear, activewear, or custom-printed apparel with colors that look embedded into the fabric rather than sitting on top, there's a good chance you were looking at sublimation printing. So what is dye sublimation printing, exactly? It's a heat-based process that turns ink into gas and bonds it directly into synthetic fibers, producing vivid, full-color graphics that won't crack, peel, or fade the way traditional methods can.
For brands developing custom collections, understanding this process matters. It affects your fabric choices, your design possibilities, and your per-unit costs. At Manludini, we work with fashion brands through every stage of garment production, from sample development to bulk manufacturing, and sublimation printing is one of the finishing techniques our clients frequently ask about when building all-over print or custom-designed pieces.
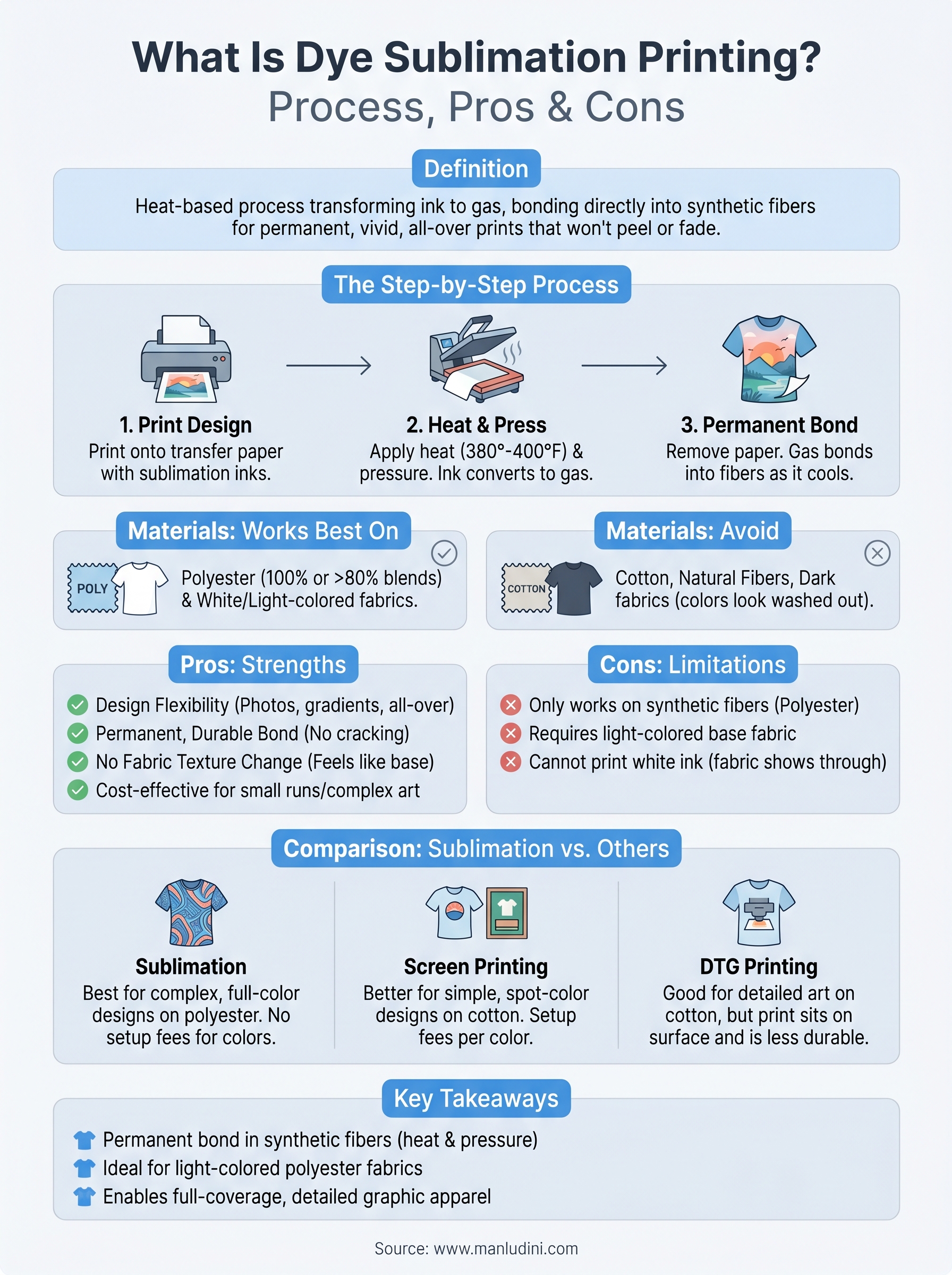
This article breaks down how dye sublimation printing works step by step, what materials it's compatible with, and where it shines compared to other printing methods. We'll also cover its limitations so you can decide whether it's the right fit for your next production run.
Why dye sublimation printing matters
The printing method you choose affects more than just the look of a finished garment. It shapes your fabric selection, your design freedom, your minimum order quantities, and your cost per unit. Dye sublimation printing has grown into a significant technique in apparel manufacturing because it removes several constraints that other methods impose, particularly for brands building graphics-heavy or performance-focused collections.
The rise of all-over print in fashion
Consumer demand for bold, edge-to-edge graphics has grown steadily across activewear, streetwear, swimwear, and custom merchandise. Brands that once relied on screen printing for chest logos now want full-panel designs that wrap across seams and cover entire garment surfaces without visible breaks. Sublimation makes that technically possible in a way that other methods can't replicate cleanly at production scale.
When a design needs to run continuously from front to back without color borders or visible seams, sublimation is one of the few methods that can execute it reliably in bulk.
Product categories where all-over sublimation printing has become standard include:
- Athletic jerseys and team uniforms
- Leggings, cycling shorts, and compression wear
- Swimwear and rash guards
- Custom hoodies and streetwear pieces
- Sublimated accessories and tote bags
What it means for your production decisions
Understanding what is dye sublimation printing and how it differs from other techniques helps you make smarter choices before you commit to sampling. If your design relies on photographic detail, gradients, or edge-to-edge coverage, sublimation is likely what your manufacturer will recommend. Going into that conversation without a baseline understanding means you risk approving fabric choices or design layouts that won't produce the results you expect.
Your choice of printing method also affects lead times and setup costs. Sublimation requires no screens, no plates, and no color separation fees, which means smaller runs and design iterations are more practical than with screen printing. For brands in early development or testing new styles, that flexibility matters when you're managing a tight sampling budget and a compressed timeline.
How dye sublimation printing works
The process behind dye sublimation printing is different from most other methods because the ink never sits on top of the fabric. Instead, heat and pressure convert solid dye particles directly into gas, which bonds into the fiber structure and stays locked inside once the material cools.
The step-by-step process
To understand what is dye sublimation printing at a production level, break it into three stages. First, your design prints onto transfer paper using sublimation inks. Second, that paper goes face-down against the fabric inside a heat press running at temperatures typically between 380°F and 400°F. The heat converts the ink into gas and drives it into the fibers. Third, you remove the paper and the design is fully bonded into the fabric with no additional coating or treatment required.

Because the dye bonds at a molecular level, the resulting print is as durable as the fabric itself and won't peel, crack, or wash out over time.
Why the ink bonds permanently
The key to permanent bonding is the porous structure of polyester fibers. Under heat, those pores open and allow the gas to penetrate the material. Once the temperature drops, the pores close and trap the dye molecules inside the fiber with no way for them to separate from the fabric later.
No binder or adhesive is involved in this process. That's why sublimated prints feel identical to the base fabric rather than raised or textured. Your finished garment carries the design within the fiber itself, not as a separate layer sitting on the surface.
Materials and products that work best
Knowing what materials work with dye sublimation printing saves you from expensive mistakes at the sampling stage. The process depends entirely on synthetic fibers, specifically polyester, to bond permanently. Natural fibers like cotton, linen, and wool don't have the molecular structure needed to hold the gas-phase dye, so the color washes out quickly or never saturates properly in the first place.
Polyester content of at least 80% is the practical minimum for production-quality sublimation results; higher percentages produce more vibrant, longer-lasting prints.
Fabrics that perform well
100% polyester is the standard fabric for sublimation across activewear and sportswear. White or light-colored base fabrics are essential because sublimation doesn't use white ink, meaning the fabric color shows through any unprinted area. Common fabric constructions that perform well include:

- Polyester jersey and interlock for athletic wear
- Polyester spandex blends for leggings and swimwear
- Polyester mesh for jerseys and performance tops
Products built for sublimation
Your product category shapes whether sublimation is the right fit for your collection. The method works best on fitted, performance-oriented garments where the fabric stays smooth under heat and design coverage is a priority. Common examples include leggings, cycling kits, rash guards, athletic jerseys, and custom hoodies.
Hard goods like mugs, phone cases, and tiles also use sublimation, but apparel manufacturing remains the dominant application in fashion. If you're sourcing garment production, your fabric and product choice is the first decision that determines whether sublimation is even an option.
Pros, cons, and common limitations
Every printing method involves trade-offs, and dye sublimation printing is no exception. Understanding what is dye sublimation printing in terms of its real strengths and practical limits helps you avoid costly decisions during sampling or bulk production.
What sublimation does well
Sublimation's biggest advantage is design flexibility. You can print photographic images, seamless gradients, and all-over patterns without paying for screen setups or worrying about color limitations. The print is also permanently bonded into the fabric, so it won't crack, peel, or fade after repeated washes the way heat transfer vinyl or screen ink can.
Because no white ink is used and no coating sits on top of the surface, sublimated garments retain the original feel and stretch of the base fabric.
Additional strengths include fast digital setup, no minimum color fees, and practical viability for short runs or sampling without the setup costs that screen printing requires.
Where it falls short
The limitations are direct and specific. Sublimation only works on polyester or high-polyester blends, which rules it out immediately if your brand uses cotton-dominant or natural fiber fabrics. It also requires white or light-colored base fabrics because the process uses no white ink and cannot block the underlying fabric color.
Printing on dark fabrics produces washed-out, muted results that are rarely acceptable for production. You also have no option for spot printing over a dark base without switching to a different method entirely, which limits your collection-building options if you work across multiple fabric types.
Dye sublimation vs other printing methods
Choosing between sublimation and other techniques depends on your fabric type, design complexity, and order volume. Understanding what is dye sublimation printing in relation to alternatives helps you match the right method to your collection without correcting costly decisions mid-production.
Sublimation vs screen printing
Screen printing applies ink layers directly on top of the fabric using stenciled screens, one per color, making it cost-effective for simple designs at high volume. Unlike sublimation, it works across cotton, polyester, and blended fabrics, which gives you more material flexibility. However, screen printing charges setup fees per color and cannot handle photographic gradients or edge-to-edge coverage without visible print boundaries.
If your collection uses complex multi-color graphics on polyester, sublimation delivers sharper results at lower setup costs than screen printing for most short and mid-run orders.
Use screen printing when your design uses fewer than six solid colors and your fabric is cotton-based or mixed. Use sublimation when your design requires full coverage, gradients, or detailed photographic artwork on polyester.
Sublimation vs direct-to-garment printing
Direct-to-garment (DTG) printing jets ink onto fabric using a modified inkjet system, making it a practical option for cotton garments with detailed graphics. Unlike sublimation, DTG handles dark-colored fabrics and natural fibers, but the printed surface carries a slight texture and loses durability faster after repeated washing.
DTG suits one-off prints and very small batches where setup time needs to stay minimal, but per-unit costs run higher at scale. Sublimation becomes more cost-efficient when you're producing consistent designs across a full run of synthetic garments.
Key takeaways and next steps
Understanding what is dye sublimation printing comes down to three practical points: the ink bonds permanently into synthetic fibers using heat and pressure, it works best on polyester-based fabrics in light colors, and it delivers full-coverage graphics that no surface-level method can replicate cleanly at scale.
Your next step is matching the right method to your actual collection needs. If your garments use polyester or high-polyester blends and your designs require edge-to-edge coverage or photographic detail, sublimation is likely your strongest option at both the sampling and bulk production stage. If you're working with cotton-based fabrics or dark colorways, screen printing or DTG will serve you better and avoid the color saturation issues that come with sublimating over dark bases.
When you're ready to move from concept to finished garments, connect with the Manludini team for practical support on fabric selection, printing methods, and sample development for your next collection.
0 comments