
If you're building a clothing brand and exploring decoration methods, you've probably asked yourself what is DTG garment printing, and whether it's the right fit for your products. It's a fair question. DTG has changed how brands approach short-run and full-color printing, but it comes with trade-offs that aren't always obvious at first glance.
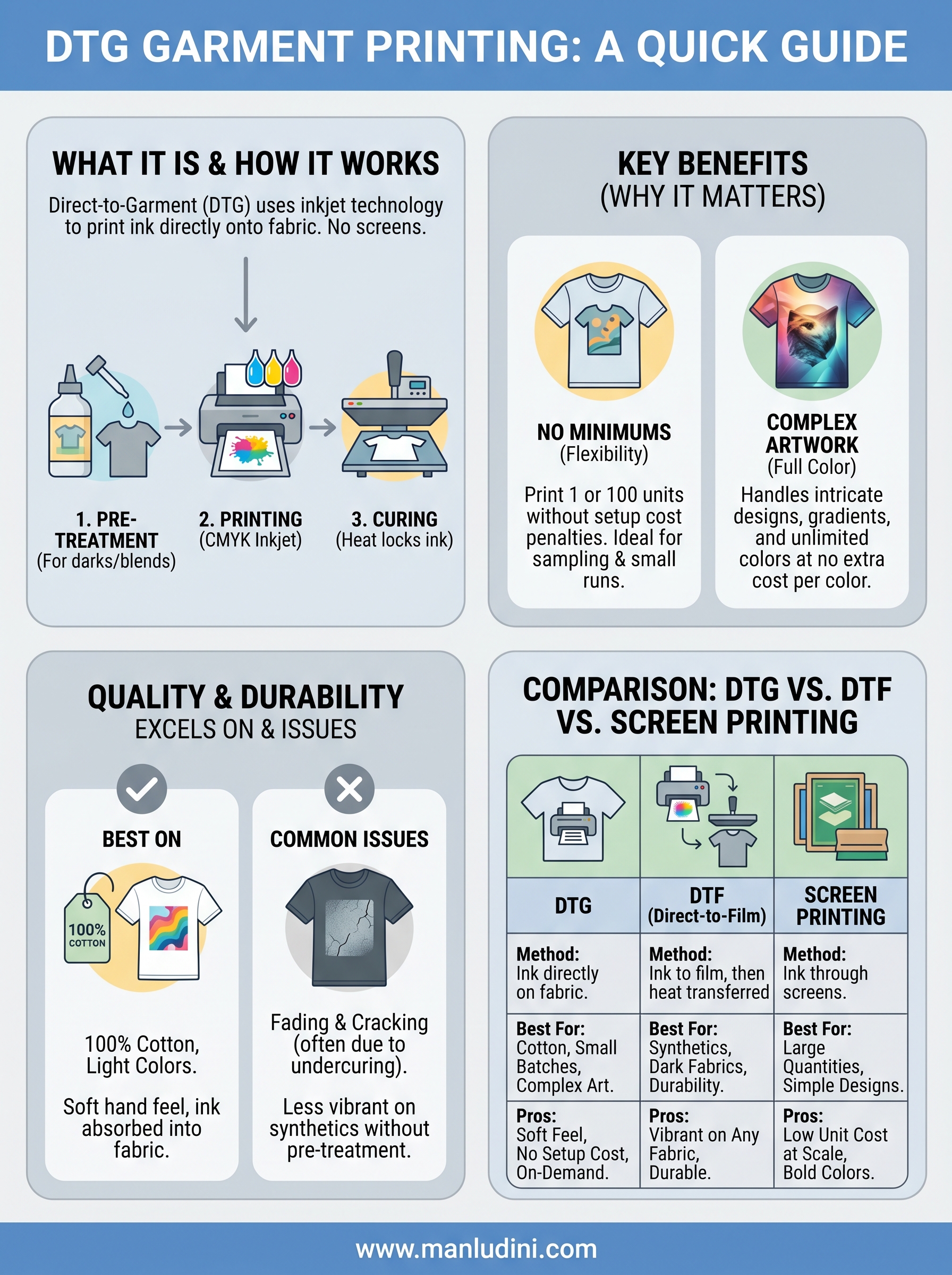
DTG stands for Direct-to-Garment printing, and it works exactly how it sounds: ink is printed directly onto fabric using a specialized inkjet printer. No screens, no transfers, no film. That simplicity makes it appealing, especially for brands producing smaller quantities or testing new designs. But how does it actually compare to methods like DTF (Direct-to-Film) or traditional screen printing when quality, cost, and scalability matter?
At Manludini, we help fashion brands navigate production decisions like these every day, from sampling and bulk manufacturing to printing, finishing, and everything in between. This article breaks down how DTG printing works, where it performs best, and how it stacks up against DTF so you can choose the right method for your next collection.
Why DTG garment printing matters for brands
Understanding what is DTG garment printing goes beyond the technology itself. For brands, the real value comes down to flexibility and access: two things that traditional printing methods have historically made difficult for small and emerging labels. If you're launching a new collection, testing a design concept, or producing limited runs, DTG removes several barriers that would otherwise slow you down or push your costs up before you've even confirmed market demand.
DTG removes the barrier of large minimums
Most traditional printing methods, particularly screen printing, require you to produce large quantities per design just to cover setup costs. That setup involves creating separate screens for each color in your design, which means your minimum order quantity can quickly climb to 50, 100, or even 200 units per colorway before the economics make any sense for your brand.
DTG doesn't work that way. Because the printer reads your design file digitally and applies ink directly to the garment, there's no screen to build and no setup cost tied to quantity. You can print one piece or one hundred pieces with essentially the same production process either way. For startups testing new graphics, brands running capsule drops, or clients who need samples before committing to bulk, that flexibility is a real operational advantage.
Low minimums don't just reduce financial risk; they let you test designs before you scale, which is one of the smartest ways to build a product line responsibly.
Here's what low-minimum DTG printing lets you do practically:
- Print single units or small batches without per-color setup penalties
- Test multiple graphic options or colorways before committing to bulk
- Produce limited edition or seasonal drops without leftover inventory risk
- Fulfill custom or personalized orders efficiently at any stage
DTG supports complex artwork without extra cost
Screen printing charges you per color. A design with six colors means six screens, six setups, and a significantly higher cost per unit. With DTG, your design complexity doesn't drive up your price in the same way. Whether your artwork has two colors or twenty-two, the printer handles it in a single pass using CMYK ink mixing, which means the cost stays relatively flat regardless of how detailed your graphic is.
That changes what's possible for your brand creatively. Photorealistic graphics, gradients, and detailed illustrations all print cleanly on DTG without the price jump you'd face with screen printing at low quantities. For brands building a visual identity around intricate or colorful artwork, this matters a lot because you're not forced to simplify your designs just to keep costs manageable.
Your color palette, your level of detail, and your creative direction can stay intact from the artwork file to the finished garment. That kind of design fidelity is hard to achieve cost-effectively with any other decoration method at short-run volumes. Brands that want creative control without printing in the thousands will find DTG particularly useful at the sampling and early-collection stage of their growth.
How DTG garment printing works step by step
Understanding what is DTG garment printing in practical terms starts with knowing how the process runs from start to finish. The workflow moves through three core phases: pre-treatment, printing, and curing. Each step affects the final result, and skipping or rushing any one of them creates problems that show up after the garment ships.

Pre-treatment and garment preparation
Before the printer touches the fabric, the garment needs pre-treatment, particularly when printing on dark or heavily dyed textiles. Pre-treatment is a liquid solution applied to the fabric surface that helps ink bond properly with the fibers rather than sitting on top of them. Without it, ink on dark fabrics looks faded or patchy after the first wash. On white or light garments, some production workflows skip it, but treating it as a standard step protects print quality regardless of fabric color.
Skipping pre-treatment on dark garments is one of the most common reasons DTG prints fail early, so treat it as non-negotiable in your production workflow.
From there, the garment goes through a heat press or dryer to dry the solution before it enters the printer. The fabric must sit flat and wrinkle-free on the printer's platen, because any surface distortion directly affects print alignment and ink deposit quality.
Printing and curing
Once the garment loads onto the printer's flat platen, the machine reads your artwork file and begins applying ink in controlled passes. DTG printers use CMYK inkjet technology, mixing cyan, magenta, yellow, and black inks to match your design colors accurately. On dark fabrics, a white ink underbase layer prints first so the colors above it stay vibrant and true to your original artwork rather than getting absorbed into the base fabric.
After the ink is applied, the garment moves through a heat curing stage using a conveyor dryer or heat press. Curing locks the ink into the fabric fibers and directly determines wash durability. Undercured prints feel tacky to the touch, crack quickly, and fade after minimal washing, which means temperature control and dwell time during this final phase are what separate a lasting print from one that fails within weeks.
DTG quality, durability, and common issues
When brands ask what is DTG garment printing good for in terms of output, quality is usually the first concern. DTG prints can look sharp and vibrant on the right fabric with the right process, but the results vary more than most print buyers expect. The substrate you choose, how the garment is pre-treated, and how carefully the curing stage runs all determine whether the finished product holds up or falls apart after a few washes.
Where DTG print quality excels
DTG performs best on 100% cotton fabrics with a tight, smooth weave. Cotton absorbs water-based inks well, which produces clean edges and accurate color reproduction, giving the print a soft hand feel that sits inside the fabric rather than sitting on top of it. Light-colored garments, particularly whites and pastels, consistently produce the strongest results because no white underbase is needed and your design colors come through with maximum vibrancy.
Polyester and blended fabrics create more challenges. Synthetic fibers don't absorb water-based inks as readily, which can cause colors to appear washed out or uneven. If your collection uses performance fabrics or poly-cotton blends, DTG may not deliver the color saturation you're expecting, and you'll want to test samples on your actual production fabric before committing to a full run.
Always request printed samples on your exact production fabric before approving bulk orders, because fabric composition affects the final result more than any other single variable.
Common durability issues and how to avoid them
The most common durability complaints with DTG come down to fading and cracking after repeated washing. Both issues typically trace back to undercuring during production. When the ink doesn't reach the correct temperature for long enough in the heat curing stage, it never fully bonds with the fabric fibers, and the print starts breaking down within a handful of wash cycles.
Proper care instructions also play a role in print longevity. DTG prints last longer when garments are washed inside-out in cold water and dried at low heat. Communicating this to your end customer matters, but it doesn't compensate for a production error at the curing stage. The most reliable way to protect print longevity is working with a manufacturing partner who controls the curing process carefully from the start.
DTG vs DTF: differences, pros, and tradeoffs
When you understand what is DTG garment printing and then look at DTF side by side, the core difference becomes clear immediately. DTG prints directly onto the fabric using inkjet technology, while DTF (Direct-to-Film) prints your design onto a special film, applies a hot-melt adhesive powder, and then heat transfers the finished design onto the garment. Both methods handle full-color artwork without screens, but they behave very differently depending on the fabric and use case you're working with.

How each method handles fabric and color
DTG works best on natural fibers, especially 100% cotton, because the water-based inks need to absorb into the fabric to produce a clean, soft result. If your garments are polyester-heavy or synthetic, DTG often produces washed-out color, which limits where you can use it across a product line. DTF has no such restriction. Because the design transfers as a finished film layer rather than absorbing into the fabric, it bonds to almost any material: cotton, polyester, nylon, and blended fabrics all work well.
DTF's substrate flexibility makes it a stronger option when your collection spans multiple fabric types or includes technical and performance pieces.
Color vibrancy also differs between the two. DTF typically delivers brighter, more saturated results on dark fabrics because the adhesive film creates a clean base for color without requiring a separate white ink underbase layer. DTG prints on dark fabrics can look slightly softer in tone, which some brands prefer for a vintage feel but which others find underwhelming against deep colors.
Where DTG wins over DTF
DTG produces a softer hand feel that most buyers associate with quality garments. The ink absorbs into the fabric rather than sitting on top of it, which means there's no noticeable film or plastic texture when the customer touches or wears the piece. DTF prints, while durable and vibrant, carry a slightly raised, film-like texture that's more noticeable on softer fabrics. For brands prioritizing a premium, natural feel in their finished product, DTG often wins on that single point alone.
Here's where each method holds a clear advantage:
- DTG: soft hand feel, best on cotton, strong for photo-quality and gradient artwork
- DTF: broader fabric compatibility, better color saturation on dark and synthetic materials
- DTG: lower cost per unit on white or light-colored cotton at short runs
- DTF: more durable edge definition on blended or performance fabrics
DTG vs screen printing: when to use each
Once you understand what is DTG garment printing versus screen printing, choosing between them becomes a matter of quantity, design complexity, and cost structure rather than one method being objectively better than the other. Screen printing uses physical screens to push ink through a stencil onto the fabric, which makes setup expensive but drives unit costs down sharply at high volumes. DTG skips the screen entirely and works digitally, so setup is minimal but cost per unit stays relatively flat whether you print one piece or five hundred.
When screen printing makes more sense
Screen printing performs best when you're producing large quantities of a single design with a limited color count. Once your screens are built and your ink is mixed, you can run hundreds or thousands of units quickly at a low cost per piece that DTG simply can't match at that scale. If your brand is printing a classic logo or a two-color graphic on a core staple item that you reorder consistently, screen printing is the economically sound choice.
If you're printing the same design on more than 200 units per run with fewer than six colors, screen printing will almost always cost less per piece than DTG.
Brands that prioritize bold, solid ink coverage and high color saturation on dark fabrics also tend to get stronger, more consistent results with screen printing at high volumes. The ink sits heavily on the fabric surface, which produces a vivid, defined look that holds up well over time when the printer manages the curing process correctly.
When DTG is the better call
DTG fits your workflow when design complexity or low quantities make screen printing impractical. If your artwork uses gradients, photorealistic elements, or more than six colors, screen printing costs climb quickly while DTG pricing stays consistent. Short runs, test prints, capsule drops, and on-demand fulfillment are all scenarios where DTG gives you better economics and faster turnaround without the setup overhead.
Your choice between the two methods should follow your production reality: volume and simplicity favor screen printing, while creative flexibility and small batches favor DTG.
Final takeaways
Knowing what is DTG garment printing and how it fits your production needs gives you a real advantage when planning your next collection. DTG works best when you're printing complex, colorful artwork on cotton garments at short-run volumes where screen printing setup costs don't make sense. DTF gives you broader fabric options and stronger vibrancy on dark or synthetic materials. Screen printing wins on unit cost and consistency once you're producing at scale with simple designs.
Your decision should follow your actual production situation: the fabric you're using, the quantity you need, and the visual outcome your brand requires. No single method covers every scenario, but understanding the trade-offs lets you make smarter calls from sampling through bulk. If you're ready to move forward with garment development and need a manufacturing partner who can help guide those decisions, get in touch with the Manludini team and let's talk through your project.
0 comments